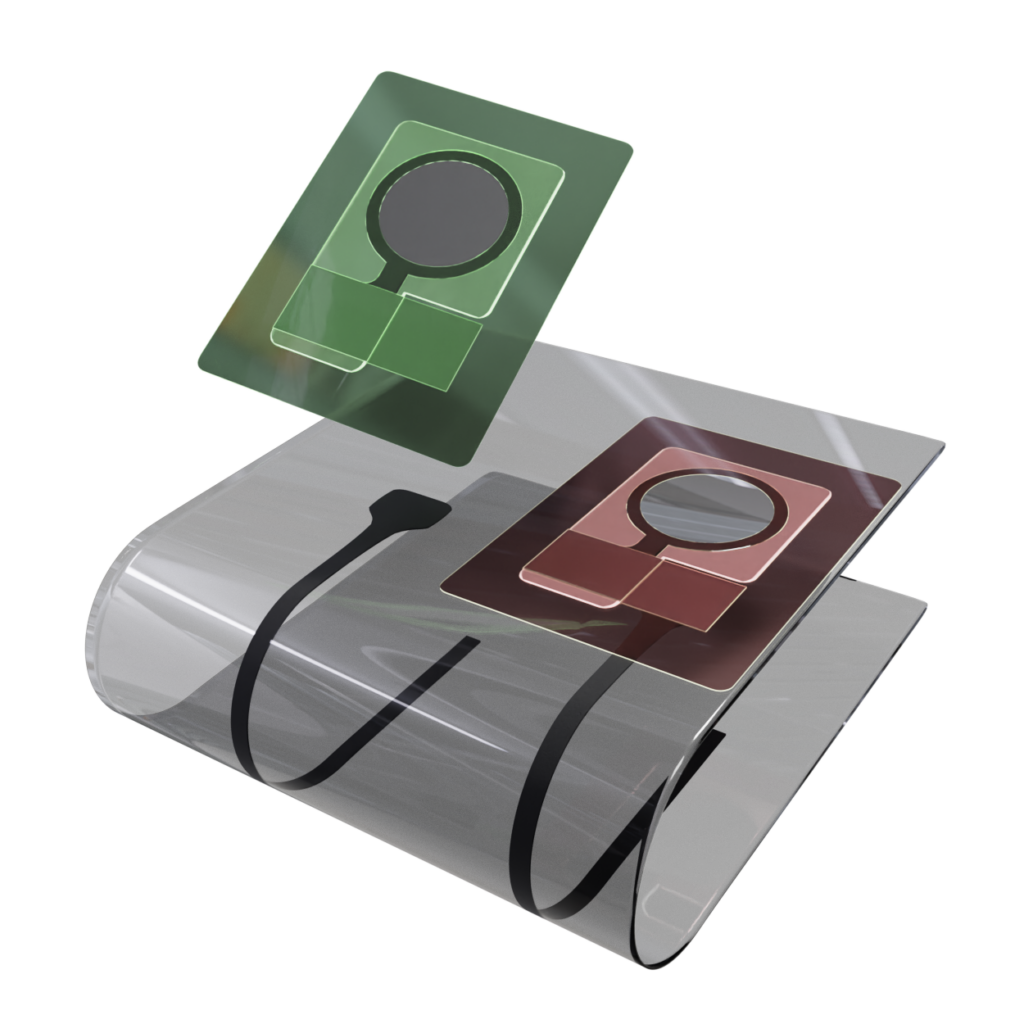
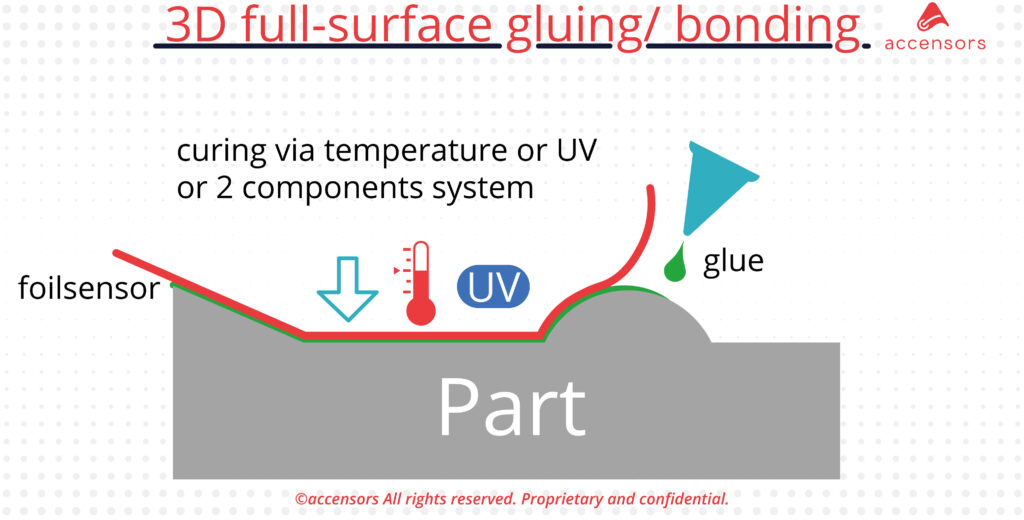
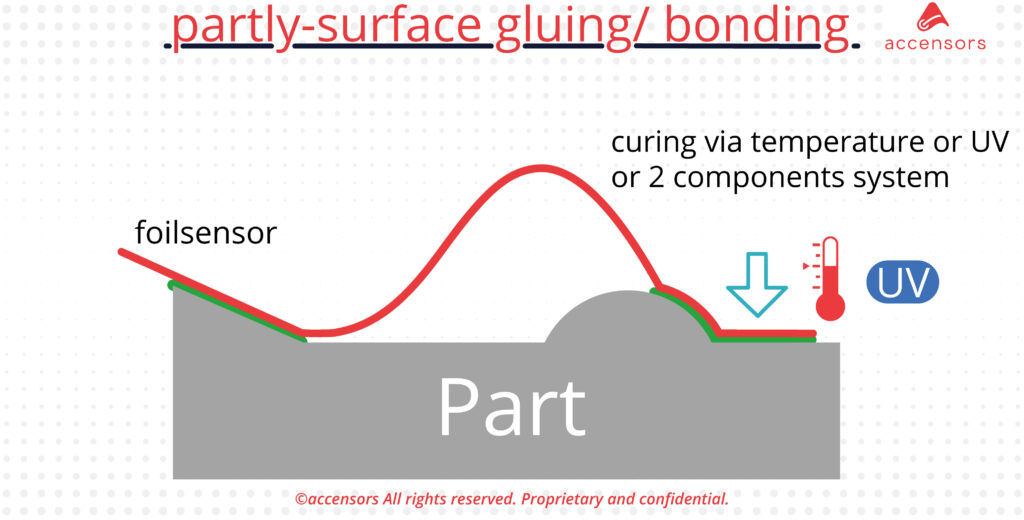
Beim Laminieren werden Foliensensoren und Bauteile miteinander verbunden. Es gibt Heiß- und Kalt-Laminierung. Bei der Kalt-Laminierung werden Foliensensor, Bauteil und Haftvermittler unter Druck zusammengepresst. Bei der Heiß-Laminierung wird zusätzlich eine Temperatur zum Aktivieren des Haftvermittlers verwendet. Kalt-Laminierung ist einfach, aber weniger haftfest und nicht wärmestabil. Heiß-Laminierung bietet höhere Haftfestigkeit und Stabilität, erfordert aber höhere Anpressdrücke und Temperaturen.
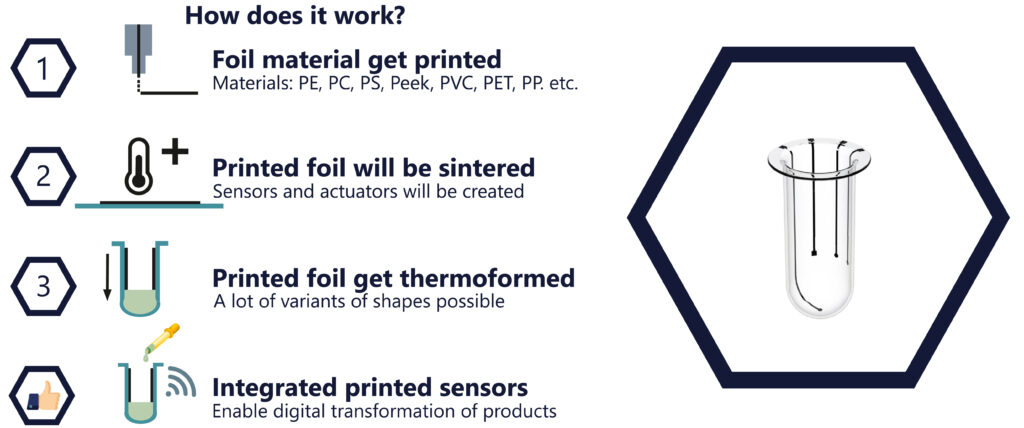
Foliensensoren können mittels Vergießen oder Spritzgießen in Kunststoffbauteile integriert werden. Es gibt verschiedene Möglichkeiten zur Integration, unabhängig vom Verfahren. Beim Vergießen wird der Sensor in eine Gießform eingelegt und ohne Druck mit flüssigem Kunststoff gefüllt, beim Spritzgießen wird unter Druck gefüllt.
Beim Hinterspritzen wird der Foliensensor an die Wandung der Gießform positioniert. Das Kunststoffmaterial trifft nur auf eine Seite des Foliensensors, während die andere Seite die Oberfläche des Kunststoffkörpers bildet. Das Material des Foliensensors muss mit dem Verguss- oder Spritzgussmaterial kompatibel sein, um eine gute Haftung zu gewährleisten. Beim Überspritzen wird der Foliensensor teilweise mit Kunststoff umschlossen, um Halteelemente zu schaffen, wenn keine Kompatibilität zwischen den Materialien besteht.
Beim Überspritzen wird der Foliensensor teilweise mit Kunststoff ummantelt, um beispielsweise Halteelemente zu erzeugen. Diese Methode ist sinnvoll, wenn das Folienmaterial und das Gussmaterial nicht kompatibel sind und daher kein Hinterspritzen möglich ist.
Beim Durchspritzen des Foliensensors werden schon im Design Öffnungen eingebracht. Diese Vias gehen durch den gesamten Aufbau des Sensors. Der Sensor wird in die Gießform eingelegt und von einer Seite mit Kunststoff gefüllt. Das Kunststoffmaterial fließt durch die Vias und bildet eine „Niete“. Die Verbindung ist form- und kraftschlüssig.
Beim Umspritzen wird der Foliensensor komplett von Kunststoff umschlossen. Die Umspritzung ist nur teilweise möglich, da der Foliensensor in der Gießform gehalten werden muss. Eine geeignete Materialpaarung kann eine Mediendichte Wanddurchführung erzeugen, beispielsweise in Rohren und Kanälen. Ungünstige Materialpaarungen erfordern die Verwendung eines Haftvermittlers oder Dichtungselements auf dem Foliensensor.
Beim Assemblieren werden zwei Verfahren unterschieden. Das Sandwich-Assembling fixiert den Foliensensor zwischen zwei Elementen, während bei der Ösenmontage spezielle Ösen am Folienmaterial angebracht werden. Beide Verfahren ermöglichen eine einfache Integration von Foliensensoren in bestehende Systeme. Das Assemblieren ist besonders geeignet, um Foliensensoren nachträglich zu integrieren.
Beim Verschweißen entsteht eine stabile, unlösbare Verbindung zwischen Foliensensor und Bauteil. Der Verschweißungsbereich muss groß genug sein und außerhalb von Sensor- und Zuleitungsbereichen liegen, um Schäden am Sensor zu vermeiden. Es gibt verschiedene Schweißverfahren wie Ultraschall-, Laser-, Wärmeimpuls-, Konvektions-, Widerstands- oder Induktionsschweißen. Das Verschweißen ist das nachhaltigste Integrationsprinzip, da keine weiteren Fremdmaterialien eingebracht werden und es besonders bei Messmedien wie Blut oder Trinkwasser unkritisch ist.